一.安全申明
感谢贵公司购买我们的产品.全自动电脑剥皮折弯机,请贵公司操作人员仔细阅读本说明书,并在培训合格后使用该设备.为了操作人员的安全着想,全自动电脑剥皮折弯在设计阶段就充分考虑了安全方面的问题,但是为了确保安全,下面所列的条款,当进行安装.调试.操作.检测.保养的时候,请务必遵守,并充分加以注意,谢谢.
一. 接入电源必须一有可靠接地线,防止漏电触电.
二. 机器的一些机箱罩是为了安全面安装,在使用过程中不得拆卸.因维修保养等原因需要拆卸机箱罩时,必顺先断电断气
三. 机械在自动运转时,请勿将身体的任何部位及工具伸到活动部件里面,以免造成伤害和机器损坏.
四. 在更换刀片.压线轮.导管及模具时请按下急停按钮或者断电.
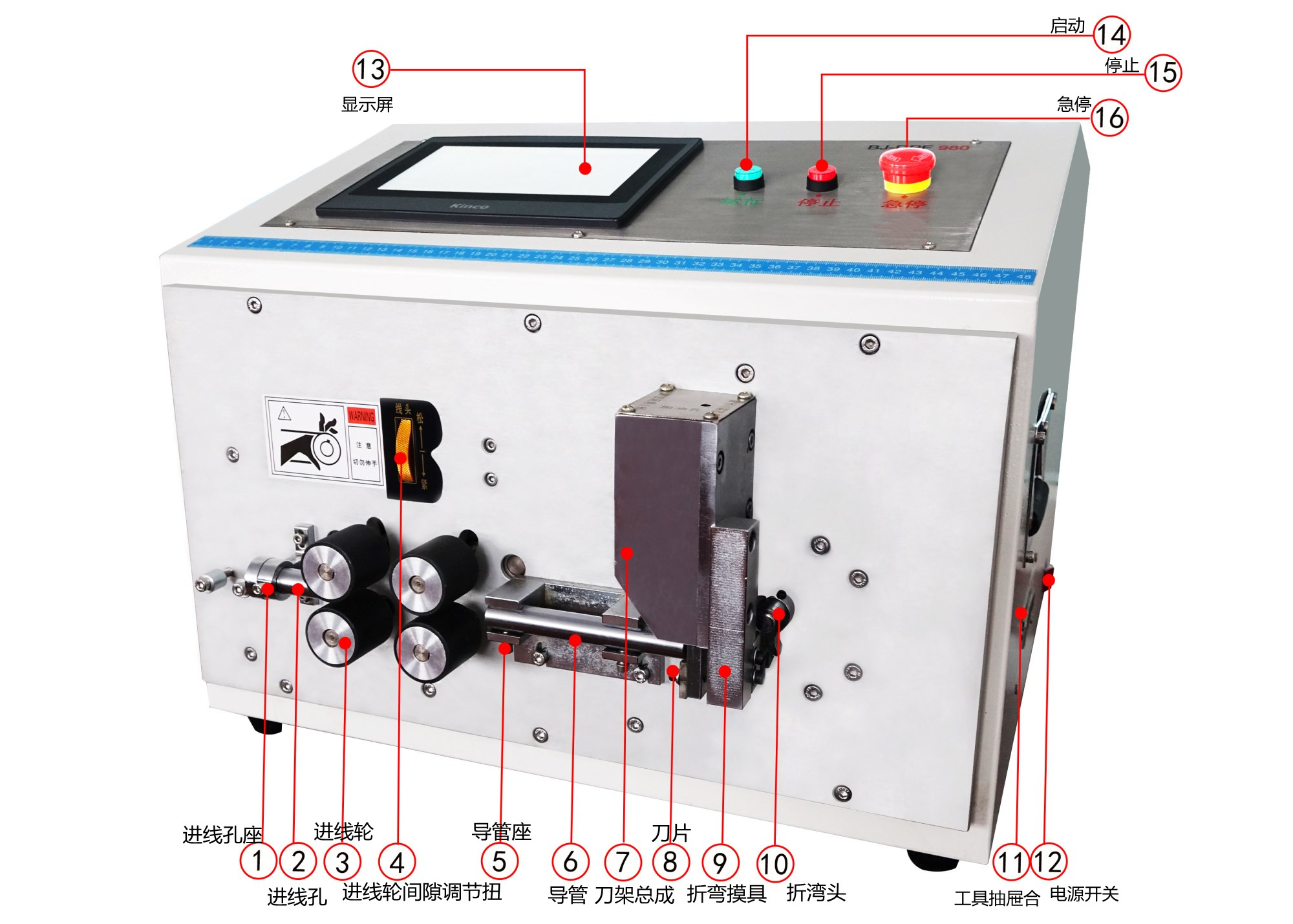
二.机器机构示意图
三.机器参数
|
系列型号 |
|
|
外观尺寸 |
长*宽*高(mm) |
|
设备重量 |
65Kg |
|
工作电压 |
AC220V50HZ |
|
额定功率 |
1KW |
|
设备功能 |
裁线.剥皮.折弯 |
|
折弯长度 |
≥45mm |
|
剥头长度 |
≥0mm |
|
剥尾长度 |
全剥≤45mm |
|
裁线长度 |
≥45mm |
|
裁线公差 |
≤0.5mm |
|
适用线材 |
16平方以下 |
|
|
|
|
|
|
四.操作方法
1) 设备安装
a) 将设备置于工作台上,安装调直器。
b) 接入交流220V电源,接入压缩空气0.4MP。
2) 开机调试
a) 打开电源开关
b) 点击显示屏中的“进入系统”
c) 释放复位按钮
d) 点击显示屏中的“复位”按钮设备开始复位(如果复位过程中设备有异响,请及时按下急停按钮并检查设备状况)
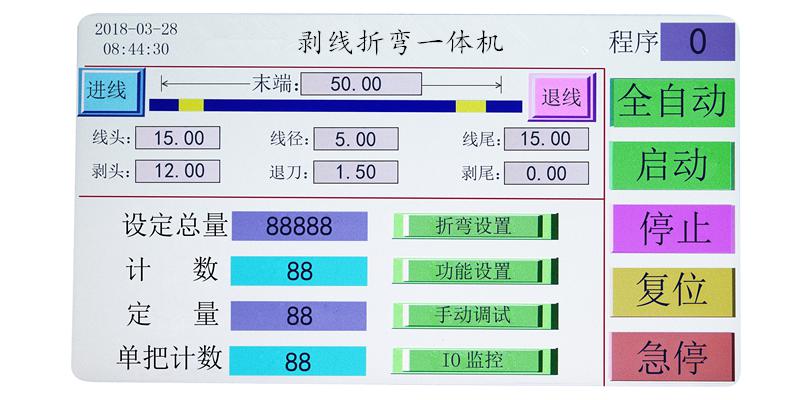
3) 主页功能介绍
a) “进线”电线向右移动
b) “退线”电线向左移动
c) “末端”在有折弯时为最后一段的长度,没有折弯时为线的总长度
d) “线头”“线尾”“剥头”“剥尾”见示意图
e) “线径”为线芯的直径(不含胶皮)
f) “退刀”指切刀在剥皮的时候后退量,防止刮伤线芯
g) “设定总量”指要生产的数量,设备将在“计数”大于等于“设定总量”的时候自动停止运行。(设定总量为0时忽略此功能)
h) “计数”每生产一根线自动增加1
i) “定量”设备会在“单把计数”等于“定量”的时候暂停或者停止。(当“功能设置”中的“单把暂停”时间为0时,停止;不为0时暂停指定的时间。定量为0时忽略此功能)
j) “单把计数”每生产一根计数一次
k) “寸动”“试机”“自动”按钮为模式切换按钮,可在这三个状态中切换
a) “寸动”模式下,每按一次启动按钮执行一步
b) “试机”模式下,生产一根后自动停止
c) “自动”模式下,设备连续生产
l) “启动”设备在已复位的状况下,按此按钮启动设备
m) “停止”设备在运行过程中,按此按钮,设备将在完成一根线后停止设备
n) “复位”设备在停止状态下,按此按钮,设备执行复位操作
o) “急停”设备在任何状态下,按此按钮,设备将停止工作,要再次启动设备,需执行复位操作
p) “程序编辑”进入程序编辑页面
q) “功能设置”进入功能设置页面
r) “手动调试”进入手动调试页面
s) “IO监控”进入IO监控页面
4)程序编辑页面介绍
a) “序号”代表折弯的每一段
b) “长度”代表每一段的长度(程序在执行过程中,遇见第一个长度为0的段后执行末段操作)
c) “角度”代表每一段的折弯角度(最大角度90度)
d) “方向”代表每一段的折弯方向(可在顺向与逆向这间切换)
e) “填充角度”可将所有角度填充为90度
f) “程序”可通过数字在0至100中选择程序
g) “返回”返回主页面
5)功能设置页面介绍
a) “进线速度”指送线的速度
b) “剥线速度”指剥皮的时候电线的移动速度
c) “切刀速度”指切刀在空载的时候的移动速度
d) “切断速度”指切刀在切线芯的时候的移动速度
e) “折弯速度”指折弯头在空载的时候的移动速度
f) “折线速度”指折弯头在折线的时候的移动速度
g) “退线长度”指尾剥的时候电线的避让增量
h) “单把暂停”单把计数到达后设备暂停的时间
i) “返回”返回主页面
6)手动调试页页介绍
a) “前进”指定轴向前移动
b) “后退”指定轴向后移动
c) “回零”指定轴加原点
d) “指示灯”指定轴原点传感器状态
e) “座标”指定轴当前位置
f) “导管气缸”点击此按钮,导管气缸状态切换
g) “顶线气缸”点击此按钮,顶线气缸状态切换
h) “折弯气缸”点击此按钮,折弯气缸状态切换
i) “返回”返回主页面
7)IO监控页面介绍
a) “输入IO监控”“输出IO监控”显示输入及输出口状态
b) “返回”返回主页面
8)高级参数设置介绍
a) 系统默认参数载入
a) 长时间按压启动页面左上角区域,进入系统默认参数载入页面
b) 点击“载入默认参数”
c) “返回”返回启动页面
b) 系统参数介绍
a) 长时间按压主页面中指定区域,进入系统设置页面(密码8888)
b)
c) “脉冲当量”指定轴移动单位距离的脉冲个数
d) “基准速度”指定轴的移动速度
e) “启动速度”指定轴的启动速度
f) “加速度”指定轴的加速度
g) “最大行程”指定轴的最大移动距离
h) “测试”指定轴进行往复运动测试
i) “上一页”“下一页”在页面之间切换
j) “复位前送”指设备在执行复位操作或停止操作后,在下一次启动的时候设备切掉的料头长度,建议为2mm
k) “折弯原点位置”指定为90度
l) “平移折弯位”指平移轴折弯的时候的位置
m) “夹头模具偏移”指平移轴夹头的宽度
n) “折弯避让角度”指折弯头折弯起始位置 参考 水平线的角度
o) “头剥避让增量”指在头剥全剥时平移轴避让的距离增量
p) “导管气缸延时”指导管气缸动作结速后的等待时间
q) “顶线气缸延时”指顶线气缸动作结速后的等待时间
r) “折弯气缸延时”指折弯头申出气缸动作结速后的等待时间
s) “头剥全剥延时”指头剥全剥剥皮结速后的等待时间,用于等待胶皮落下
t) “切断增量”指切刀在切断的时候的移动增量(刀闭合以后)
u) “切刀闭合点”指切刀刚好闭的时间的坐标位置
v) “返回”返回主页面
五.常见故障与排除
|
不良现象 |
原因分析 |
处理对策 |
|
不能开机 |
1:没接电源
2:保险丝坏
3:主板坏 |
1:接入电源
2:更换保险丝
3:更换主板 |
|
开机不能复位 |
1:紧急停止开关锁住
2:感应开关损坏 |
1:顺时针转动急停开关
2:更换不良感应器 |
|
驱动器指示灯不亮 |
1:转接板保险丝坏 |
1:更换保险丝 |
|
显示屏不亮 |
1:保险丝损坏
2:显示屏接触不良 |
1:更换保险丝
2:插好显示屏插头 |
|
切线剥皮伤线芯 |
1:线径值调整不当
2:退刀值过小 |
1:调整线径值
2:调整退刀值 |
|
剥皮一端有斜口 |
1:导管刀没有平齐 |
1:调整导管位置 |
|
|
|
|
六.维护与保养
a) 保证机器的清洁,台面不堆入杂物,
b) 每天对机器的滑动导轨部位加一次油,如刀架
c) 每月对机器白齿轮齿条部位添加黄油
d) 每月对机器传动部位进行检查
e) 定期更换进线轮
f) 定期检查散热风扇工作是否正
用户须知:
一、由购机之日起保修壹年,消耗品不在保修之内,消耗品包括:(电器、碰伤零件等等)
二、下列情况不在保修范围内:
1、曾因错误操作,疏忽使用,自然灾害引起的机器损坏。
2、因操作不正常导致机失灵。
3、曾被非本公司技术人员拆开或修理的机器。
4、使用非本公司消耗品或配件而引起的损坏。
5、使用非本机规定电压之范围而引起的损坏。
三、除此保证外,其它任何商号及人士所发出有关之保修卡,均不为本公司认可。
四、请保存此证及正式购货收据,于修理时一并出示本公司售货员查阅,方为有效。
五、本证如没有购买商号印章及购机日期,则自动失效。
电 话:86-0760-22182725 传真:86-0760-22450901
移动电话:13925358026 联系人:戴先生
地 址:广东省中山市小榄镇绩东二工业大道中 |